- Shenzhen Superda Machine CO., LTD
- Основные продукты:
Главная > Продукты > Машина для производства электрощитов > Машина для производства электрощитков Superda






Машина для производства электрощитков Superda
- Shenzhen
- T/T D/P D/A Кредитная карта PayPal Другие Наличные деньги Эскроу
- 60 days

Вам может понравиться
-
 Лучший по продажам автомат для изготовления мультимедийных встраиваемых коробок
Лучший по продажам автомат для изготовления мультимедийных встраиваемых коробок
-
Новая идея создания мультимедийного конвертерного бокса машины
-
Дешёвая машина для производства квадратных труб из углеродистой стали
-
Простая машина для формовки прямоугольных труб из среднего стального профиля
-
Машина для изготовления труб из профилированной стали формы D для поручней
-
Популярная машина для формовки трубы поручня
Детали продукта
| Название бренда | Superda | Место производства | China | |
| Модельный номер | YX150-350 | Сертификация | CE | |
| Предоставляется послепродажное обслуживание | Имеются инженеры для обслуживания техники за рубежом | Гарантия | 1 год | |
| Вес | 4600 кг | Размеры (Длина × Ширина × Высота) | 25*2.2*1.5 м | |
| Состояние | Новый | Напряжение | 380 В | |
| Мощность (Вт) | 15 кВт |
Описание продукта
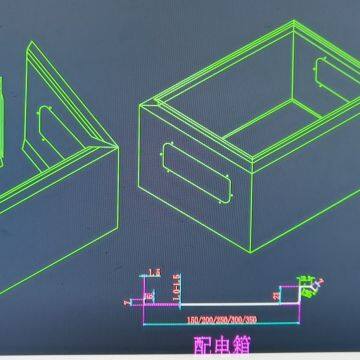
Размеры, производимые станком для изготовления кожухов электрощитков.
Длина нижнего пускового блока регулируется в диапазоне от 200 до 600 мм, ширина составляет 190 мм, а глубина - 80 мм. Действительный сечение изделия, предоставляемого заказчиком.
sales@superdamachine.com
1, Технические параметры линий производства кожухов для сетевых устройств, монтируемых в уровень стен.
| № | НАИМЕНОВАНИЕ | ПАРАМЕТР | ПРИМЕЧАНИЕ | |
| 1 | МАТЕРИАЛ | Тип | Холоднокатаная полоса стали, оцинкованная сталь | |
Технологическая линия производства стеновых корпусов для монтажа в стену
Разматывающее устройство → Выравнивающее устройство → Сервоусилитель подачи → Гидравлическое устройство для образования выемки на прессе → Направляющее устройство → Рулонно-профильный станок → Гидравлический перфоратор → Срезной механизм (включая нож) → Стеллаж для готовой продукции
Список рулонно-профильных станков для производства стальных корпусов для монтажа в стену
Объяснение
Эта производственная линия представляет собой оборудование для производства монтажных корпусов, встраиваемых в стену. Листный рулон, подлежащий обработке, устанавливается вручную на размоточный станок, а затем выравнивается и натягивается. После выравнивания он поступает на гидравлическую предварительную перфорацию и перфорацию насечек, а затем подается направляющим устройством на формовочный станок для формовки. Под действием фрикционного демпфирования формовочного вала и прижимного вала, после поступления в секцию для резки с линейной скоростью 0 - 10 м, продукт отрезается по требованию, а затем упаковывается вручную.
Основные технические параметры
1. Детали бренда комплектующих
№ | Название | производитель |
1 | Кодер | Omron |
2
Тачскрин
Mitsubishi
3
Программируемый контроллер (ПЛК)
Mitsubishi
4
Низковольтный автоматический выключатель
Chint
5
Переключатель контактов переменного тока
Chint
6
Инвертор
Mitsubishi
7
Гидравлический соленоидный клапан
Shun Xin, Taiwan
8
Путевый рельс
Hiwin Taiwan
9
Система сервера
Mitsubishi
?
2. Технические характеристики подачи
a. Применяемые материалы: холоднокатаная полоса, оцинкованная полоса
b. Качество материала: ГОСТ в пределах страны
c. Прочность на растяжение: δb≤780 МПа (макс.)
d. Предел текучести: δs≤510 МПа (макс.)
e. Толщина материала: 0,5 - 0,7 мм
f. Ширина материала: 400 мм (макс.)
g. Внутренний диаметр стальной бухты: Φ360 мм - Φ510 мм
h. Внешний диаметр стальной бухты: Φ1250 (макс.)
i. Масса стальной бухты: 3 т (макс.)
3. Параметры формовки
a. Количество формообразовательных станций: 16 наборов роликов
b. Спецификация шпинделя: ?48 мм Ggr15 закалка и отпуск
c. Материал роликов: Сталь марки Gr12 для штамповки, термообработанная
d. Целостный арка: точная обработка из стальной пластины толщиной 28 мм, погрешность расстояния между отверстиями менее 0,1 мм
e. Толщина основания: 20 мм
4. Формообразовательная способность
a. Внешний диаметр бухты: Φ1250 мм (макс.)
b. Толщина формовки материала: 0,5 - 0,7 мм
c. Ширина изделия: 190
5. Параметры скорости формообразующего узла
a. Линейная скорость: 0 - 10 м/мин
b. Время ускорения < 30 секунд
6. Точность формовки
a. Погрешность длины среза: ≤ ± 0,5 мм/м
b. Погрешность ширины: ≤ ± 0,5 мм
c. Криволинейность серповидной формы: ≤2 мм/м
d. Шероховатость: ≤0,1 мм (новый лезвий нарезает обычную углеродистую стальную пластину с разумным зазором)
e. Толеранс по высоте: ≤ ± 0,5 мм
Указанные выше допуски рассчитаны для стальных рулоно-проката первой категории с плоской поверхностью и без волн по краям.
7. Другие параметры оборудования
a. Питание: 380В / 50Гц / 3 фазы (или по индивидуальному заказу)
b. Установленная мощность: около 25 кВт
c. Скорость формовки: 0-10 м/мин
d. Способ резки: формование, затем резка
e. Двигатели привода:
Двигатель разматывающего устройства 2,2 кВт
Гидравлический пуансонный и режущий привод 15 кВт
Двигатель формовочного агрегата 5,5 кВт
Серводвигатель 2 кВт
f. Площадь занимаемая оборудованием (приблизительно): длина 24 м × ширина 3 м
(Профильная листовая линия 7 м × 1,7 м)
g. Направление конвейерной линии: слева направо
(при наблюдении за оборудованием со стороны рабочего стола).
h. Цвет оборудования: (по выбору клиента)
i. Конструкция оборудования единицы может обеспечить непрерывный производственный процесс в течение 12 часов.
j. Рабочая среда:
1: Напряжение питания: 380В ± 10% / трехфазная четырехпроводная, частота: 50 Гц, общая мощность: около 25 кВт
2: Температура окружающей среды: 0-40 °С, относительная влажность: 60-95% RH.

